
Excavations undertaken in 2007, commissioned by Ballymore Properties Ltd, on the site of the Thames Plate Glass Company works at Leamouth have revealed fascinating insights into the manufacture and use of plate glass. The Thames Plate Glass Company operated during the middle of the 19th century when glass manufacturing technology was highly sophisticated and the market for all types of glass was rapidly expanding. Most notably, there was an increasing demand for ever larger areas of high-quality plate glass, for which the company became a significant supplier. The excavations provided the first opportunity to examine the remains of a plate glass-works in Britain (and possibly the world) and, in particular, investigate the various technological and production processes involved. The results of these excavations have been published in Post-medieval Archaeology but we have reproduced some contemporary accounts of the use of plate glass in theatres here. The Dircksian Phantasmagoria or Doctor Pepper’s Ghost created, with manipulation of lighting, the impression that people and objects on stage appeared and disappeared. Further accounts provide invaluable details of the manufacturing processes involved in the creation of plate glass.
In addition the detailed chemical analysis data is provided.
Downloads
Thames Plate Glass Chemical DataThe use of plate glass in theatres
During the early 1860s the largest plates of glass were in very high demand from some theatres. Henry Dircks had patented a method for producing the illusion of a ghost on stage (the technique uses the same basic principles as the autocue). A plate of glass was placed between the main stage and the audience which was used as a mirror to project an image from a second, hidden stage. In this way the audience could see images of people and objects on both stages. The reflection produced by the glass plate was slightly translucent and so gave people or objects from the second stage a ghostly appearance.[i] Obviously the technique could only work if the plate glass had no detectable colour and was perfectly polished so that its presence was not obvious to the audience. By manipulating lighting on the second stage, the audience had the impression that people and objects on the main stage appeared and disappeared. The apparatus (essentially the plate glass and the second stage) was known variously as The Dircksian Phantasmagoria, after the inventor,[ii] or as Doctor Pepper’s Ghost, after Dr John Henry Pepper who with Dircks first displayed the apparatus at the Royal Polytechnic Institution, Regents Street, London in December 1862.[iii] The apparatus was a sensational success with an estimated quarter of a million people coming to the Polytechnic in the first fifteen months that the Ghost was displayed.[iv] In the year that followed, six theatres in Britain installed the necessary plate glass,[v] but the illusion required plates of 12 feet square[vi] which were the largest that could then be produced (cf. Fig. b).[vii] further records that a visitor to the Thames Plate Glass Company in 1862 or 1863 was told that it had completely sold out of the largest plates that the company could make.[viii]
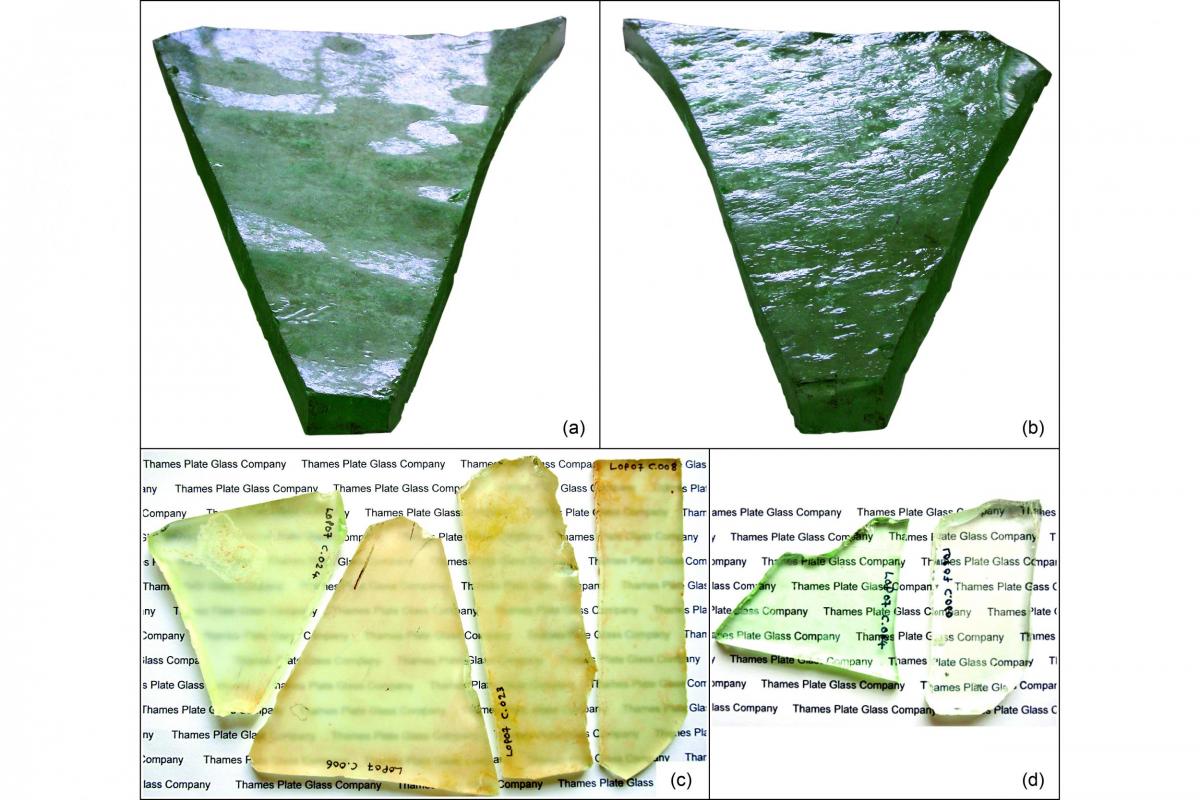
Glass from the site. (a) and (b) examples of cast (and rolled) plate glass which has not been ground or polished; (c) plate glass that has been partially ground (smoothed) and (d) plate glass that has been partially polished
An account of a visit to the Thames Plate Glass Company was published by William Henry Wills in 1860. Wills was a successful journalist who contributed to and edited popular journals of the period such as Punch, the Monthly Magazine, Chamber’s Journal, the Daily News, and Household Words. The latter, which was a joint venture with Charles Dickens from 1850 to 1859, was the source of the articles which were published by Wills in 1860 as Old Leaves from Household Words. The article is written in a colourful and entertaining style but appears to provide accurate and reliable detail for the manufacture of plate glass, for example it refers to the recent introduction of mechanical smoothing, and this is corroborated by Muspratt.[ix] Extended extracts of this account are reproduced below:
Having, by this time, crossed a yard, we stood on the edge of a foul creek of the Thames, so horribly slimy that a crocodile, or an alligator, or any scaly monster of the Saurian period, seemed much more likely to be encountered in such a neighbourhood than the beautiful substance that makes our modern rooms so glittering and bright, our streets so dazzling, and our windows at once so radiant and so strong. “In order to understand our process thoroughly,” said the obliging director of the seven acres of factory and the four hundred operatives we had come to see, “we must begin with the beginning. This,” picking up from a heap a handful of the finest of fine sand; the glittering pounce, in fact, with which our forefathers spangled their writing, “is the basis of all glass. It is the whitest, most highly pulverised flint sand that can be procured. This comes from Lynn, on the coast of Norfolk. Its mixture with the other materials is a secret, even to us. We give the man who possesses it a handsome salary for exercising his mystery.”[x]
Passing through a variety of places in which the trituration, purification, and cleaning of the materials were going on, we mounted to an upper story that reminded us of the yard in which the cunning Captain of the Forty Thieves, disguised as an Oil Merchant, stored his pretended merchandise. It was filled with rows and rows of great clay jars, something like barrels with their heads knocked out. Each had, instead of a hoop, an indented band round the middle, for the insertion of the iron gear by which they were, in due time, to be lifted into and out of the raging furnaces. There were two sizes; one about four feet deep, and three feet six inches in diameter, technically called “pots,” and destined to receive the materials for their first sweltering. The smaller vessels (cuvettes) were of the same shape, but only two feet six inches deep, and two feet in diameter. These were the crucibles in which the vitreous compound was to be fired a second time, ready for casting. These vessels are built—for that is really the process; and it requires a twelvemonth to build one, so gradually must it settle and harden, and so slowly must it be pieced together, or the furnace would immediately destroy it—of Stourbridge clay, which is the purest and least silicious yet discovered.[xi]
In obedience to this grandiloquent wish, we were shown into the hall of furnaces. It was a sight indeed. A lofty and enormous hall, with windows in the high walls open to the rainy night. Down the centre, a fearful row of roaring furnaces, white-hot: to look at which, even through the chinks in the iron screens before them, and masked, seemed to scorch and splinter the very breath within one. At right angles to this hall, another; an immense building in itself, with unearthly-looking instruments hanging on the walls, and strewn about, as if for some diabolical cookery. In dark corners, where the furnaces redly glimmered on them, from time to time, knots of swarthy muscular men, with nets drawn over their faces, or hanging from their hats: confusedly grouped, wildly dressed, scarcely heard to mutter amidst the roaring of the fires, and mysteriously coming and going, like picturesque shadows, cast by the terrific glare.[xii]
We were aroused by a sensation like the sudden application of a hot mask to the countenance. As we instinctively placed a hand over our face to ascertain how much of the skin was peeling off, our cool informant announced that the furnace over against us had been opened to perform the tréjetage, or ladling of the liquid pot au feu from the large pots into the smaller ones. “I must premise,” he said, “that one-third of the raw materials, as put together by our secret friend, is first thrown in; and, when that is melted, one-third more: on that being fused, the last third is added. The mouth of the furnace is then closed, and an enormous heat kept up by the tiseur or stoker (all our terms are taken from the French), during sixteen hours. That time having now elapsed in the case of the flaming pot before you, the furnace is opened. The man with the long ladle thrusts it, you perceive, into the pot, takes out a ladleful, and, by the assistance of two companions, throws the vitrified dough upon an iron anvil. The other two men turn it over and over, spread it upon the inverted flat-iron, and twitch out, with pliers, any speck of impurity; it is tossed again into the ladle, and thrown into a cuvette in another furnace. When the cuvettes are full, that furnace is stopped up to maintain a roaring heat for another eight hours; and, in the language of the men, ‘the ceremony is performed.’ ” At this moment, the noise burst forth from the middle of the enormous shed, of several beats of a gong: so loud, that they drowned the thundering inquiries with which Mr. Bossle was teasing one of the “teasers.” In an instant the men hastened to a focus, like giants in a Christmas pantomime about to perform some wonderful conjuration; and not a whisper was heard. “Ah!” exclaimed the director, “they are going to cast. This way, gentlemen!”[xiii]
The dreadful pot is lifted by the crane. It is poised immediately over the table; a workman tilts it; and out pours a cataract of molten opal which spreads itself, deliberately, like infernal sweetstuff, over the iron table. Though spilled and slopped about in a crowd of men, it touches nobody. “And has touched nobody since last year, when one poor fellow got the large shoes he wore, filled with white-hot glass.” Then the great rolling-pin begins to “roll it out.” But, those two men, narrowly inspecting every inch of the red-hot sheet as the roller approaches it—is their skin salamandrine? Are their eyes fireproof? They are looking, we are told, for any accidental impurity that may be still intruding in the vitrification, and, if they can tear it out with their long pincers before the roller has passed over it, they are rewarded. From the shape these specks assume in being torn away, they are called “tears.” This translucent confection is pushed upon a flat wooden platform on wheels—sparkling, as it touches the wood, like innumerable diamonds—and is then run rapidly to an oven, there to be baked or annealed. The bed or “sole” of this carquèse is heated to a temperature exactly equal to that of the glass; which is now so much cooled that you can stand within a yard or so of it without fear of scorching off your eyelashes. The pot out of the furnace is cooled too, out in the rain, and lies there, burst into a hundred pieces. It has been a good one: for it has withstood the fire, seventy days. When the roller has passed over the table, it leaves a sheet of red-hot glass, measuring some twelve feet by seven. So rapidly are all these casting operations performed, that, from the moment when Mr. Bossle thought his spectacles were melting off his nose, to the moment when the sheet of glass is shut up in the oven, about five minutes only have elapsed. The operations are repeated, until the oven is full of glass plates. When eight plates are put into the carquèse it is closed up hermetically; for the tiniest current of cold air would crack the glass. The fire is allowed to go out of its own accord, and the cooling takes place so gradually, that it is not completed until eight days are over. When drawn forth, the glass is that “rough plate” which we see let into the doors of railway stations, and forming half-transparent floors in manufactories. To make it completely transparent for windows and looking-glasses, elaborate processes of grinding and polishing are requisite.[xiv]
They are three in number:—roughing down, smoothing, and polishing. “I perceive,” said Mr. Bossle, when he got to the roughing-down room, where steam machinery was violently agitating numerous plates of glass, one upon the other, “that the diamond cut diamond principle is adopted.” “Exactly: the under plate is fastened to a table by plaster of Paris, and the upper one—quite rough—is violently rubbed by machinery upon it, with water, sand, and other grinding powders between. The top plate is then fastened to a table, to rough down another first plate; for the under one is always the smoother.” Then comes the “smoothing.” Emery, of graduated degrees of fineness, is used for that purpose. Until within the last month or so, smoothing could only be done by human labour. The human hand alone was capable of the requisite tenacity, to rub the slippery surfaces over each other; nay, so fine a sense of touch was requisite, that even a man’s hand had scarcely sensitiveness enough for the work; hence females were, and still are, employed. Mr. Blake, the ingenious manager of the works, has invented an artificial female hand, by means of which, in combination with peculiar machinery, glass smoothing can be done by steam.[xv]
The last process is “polishing.” This art is practised in a spacious room glowing with red. Every corner of the busy interior is as rubicund as a Dutch dairy. The floor is red, the walls are red, the ceiling is red, the pillars are red, the machinery is very red. Red glass is attached, by red plaster of Paris, to red movable tables: red rubbers of red felt, heavily weighted with red leads, are driven rapidly over the red surface. Little red boys, redder than the reddest of Red Indians, are continually sprinkling on the reddened glass, the rouge (moistened crocus, peroxide of iron), which converts the scene of their operations into the most gigantic of known Rubrics.[xvi]

Vaulted brick foundation of annealing kiln in Trench 1, from the east (scale 1 m)
A further brief account was published in The Engineer in 1874:
… proceeded to visit those belonging to the Thames Plate Company at Blackwall. The principal successive operations necessary to convert a mixture in the pot into a finished sheet of plate glass are six in number, and may be described under the heads of melting, rolling, annealing, grinding, smoothing, and polishing. The pots are of Stourbridge clay made on the premises, and are filled with the mixture, the chief ingredients of which are silica, sand carefully dried, lime, sulphate of soda, broken white glass, and a little arsenic. The sand is obtained from Germany. After remaining in the furnace for about sixteen hours the contents of the pot are fit for removal. The molten mass is then run over the surface of the rolling table and the roller passed quickly over it. The glass commences to solidify almost immediately, and whilst in a thick tenacious condition and of a rich golden tint, is rapidly transferred into the annealing furnace. The rough sheet, as it may be now termed is taken from the annealing furnace to the grinding room; of these there are several, containing about a dozen grinding stones, or more properly beds or tables, upon which the plate is laid flat. The grinding frames consist of wooden boards joined together and armour plated, so to speak, at intervals over the rolling or grinding surfaces with strips of wrought iron. These strips when first screwed on to the frames are ½ in. in thickness, and when removed measure less than 1/8 in. The frames are mounted upon a spindle, and a see-saw semi-rotary movement is imparted to them by shafting running underneath the beds. They are also capable of being shifted by a simple slot connection, so as to work over any part of the surface of the sheet as required. The grinding beds are of stone, and measure about 16ft. by 11ft. The materials used as the grinding agents are coarse sand, fine sand, and emery. A jet of water plays on the surface of the sheet during the whole of the operation.
Between the grinding and polishing processes there is an intermediate process called smoothing, in which two sheets of glass are employed. One is laid over the other and caused to move over it in a manner similar to that in grinding. Emery is placed between the two surfaces. On entering the polishing room the attention of a visitor is at once arrested by the reddish tinge of everything, extending to the dresses of the men and women engaged therein. This is due to the use of the red oxide of iron which is the polishing agent. The sheet to be polished is laid flat on a table, so as to be perfectly flush with the edges. The rubbers are of flannel and mounted on a frame, which carries them backwards and forwards over the sheet. The table at the same time has a lateral reciprocating motion, so that the whole surface of the sheet comes successively under the action of the rubbers. The largest plates measure about 15ft. by 10ft., and the maximum thickness is about 1½ in. One eighth of an inch is allowed for loss in the operations we have described. A nest of six boilers, and three vertical steam engines, two of 70-horse power, and one of 60-horse power, supply the necessary motive power. The visitors were conducted through the works by the manager and his assistant, and every information asked, was politely and readily granted.[xvii]
References
[i] Steinmeyer, J 2003 Hiding the Elephant, New York: Carroll and Graf, 21–43.
[ii] Dircks, H 1863 The Ghost!, London: Spon, 41.
[iii] Pepper, J H 1890 The True History of Pepper’s Ghost, London: Cassell.
[iv] Steinmeyer 2003, 31.
[v] Dircks 1863, 24–25.
[vi] Dircks 1863, 43–44.
[vii] Dircks 1863, 22.
[viii] Dircks 1863, 22–3.
[ix] Muspratt, S 1860 Chemistry. Theoretical, Practical and Analytical. Glasgow: Mckenzie, 226.
[x] Wills, W H 1860 Old Leaves: Gathered from Household Words. London: Chapman and Hall, 166.
[xi] Wills 1860, 167.
[xii] Wills 1860, 168.
[xiii] Wills 1860, 168–169.
[xiv] Wills 1860, 170.
[xv] Wills 1860, 171.
[xvi] Wills 1860, 171–172.
[xvii] The Engineer, 14th August 1874, 130